





Зауыттық көтерме графит электродтары болат жасау үшін қолданылады




Кіші диаметрлі графит электрод(Диаметрі: 75мм-225мм) негізгі кальций карбиді, карборунд, ақ корунд, сирек металдарды балқыту үшін, ферросилиций зауытында отқа төзімді ретінде және т.б.
Біздің прогресіміз жоғары дамыған өнімдерге, керемет таланттарға және зауыттық көтерме саудаға арналған бірнеше рет нығайтылған технологиялық күштерге байланысты. Тапсырыс беруші өңдеу графит электродты көміртекті өткізгіш консервант Графит электродқа арналған ниппель Графит электрод Бағасы, біздің қағидамыз әр уақытта айқын: агрессивті түрде жоғары сапалы элементті жеткізу. бүкіл әлем бойынша сатып алушылар үшін баға белгісі. Біз әлеуетті әлеуетті сатып алушыларды OEM және ODM тапсырыстары үшін бізбен сөйлесуге шақырамыз.
Біздің ілгерілеуіміз жоғары дамыған өнімдерге, керемет таланттарға және бірнеше рет нығайтылған технологиялық күштерге байланыстыҚытайдың графит электродтары және UHP графит электроды, Бүкіл өндіріс процесінің әрбір буынында сапаны қатаң бақылау жүзеге асырылады. Біз сіздермен достық және өзара тиімді ынтымақтастық орнатуға шын жүректен үміттенеміз. Жоғары сапалы өнімдерге және сатылымға дейінгі / сатудан кейінгі мінсіз қызмет көрсетуге негізделген біздің идеямыз, кейбір клиенттер бізбен 10 жылдан астам уақыт жұмыс істеді.
Техникалық параметр
| Параметр | Бөлім | Бірлік | RP 100мм(4") деректер |
| Номиналды диаметр | Электрод | мм(дюйм) | 100(4) |
| Максималды диаметрі | mm | 102 | |
| Мин диаметрі | mm | 99 | |
| Номиналды ұзындық | mm | 1200 | |
| Максималды ұзындық | mm | 1250 | |
| Минималды ұзындық | mm | 1125 | |
| Максималды ток тығыздығы | КА/см2 | 19-30 | |
| Ток өткізу қабілеті | A | 1500-2400 | |
| Арнайы қарсылық | Электрод | мкм | 7,5-8,5 |
| Емізік | 5.8-6.5 | ||
| Иілу күші | Электрод | Мпа | ≥10,0 |
| Емізік | ≥16,0 | ||
| Янг модулі | Электрод | Gpa | ≤9.3 |
| Емізік | ≤13,0 | ||
| Көлемді тығыздық | Электрод | г/см3 | 1,55-1,64 |
| Емізік | ≥1,74 | ||
| CTE | Электрод | ×10-6/℃ | ≤2.4 |
| Емізік | ≤2,0 | ||
| Күл мазмұны | Электрод | % | ≤0,3 |
| Емізік | ≤0,3 |
ЕСКЕРТПЕ: Өлшем бойынша кез келген нақты талап ұсынылуы мүмкін.
Кеңінен қолдану
RP графит электроды әдетте LF (Шөміш пеші) және EAF (Электр доғалық пеш) болат балқытуда қолданылады. Электрод бұл пештермен өте үйлесімді және тамаша нәтиже береді. RP графит электроды алдын ала пісірілген анод пен болат шөміш сияқты басқа қолданбаларда да қолданылады.
Беру және пайдалану жөніндегі нұсқаулық
1.Жаңа электрод тесігінің қорғаныс қақпағын алыңыз, электрод тесігіндегі жіптің аяқталғанын және жіптің толық емес екенін тексеріңіз, электродты пайдалануға болатынын анықтау үшін кәсіби инженерлерге хабарласыңыз;
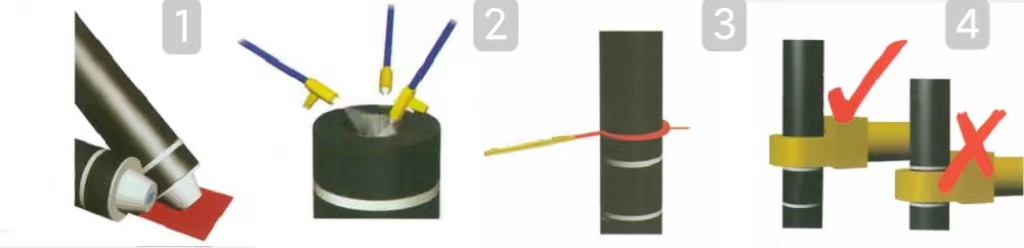
2. Электрод ілгішті бір ұшын электрод тесігіне бұрап, электрод қосылысын зақымдамау үшін жұмсақ жастықшаны электродтың екінші ұшының астына қойыңыз; (1-суретті қараңыз)
3.Қосылатын электродтың беті мен тесігіне шаң мен түрлі заттарды үрлеу үшін сығылған ауаны пайдаланыңыз, содан кейін жаңа электродтың бетін және қосқышын тазалаңыз, оны щеткамен тазалаңыз; (2-суретті қараңыз)
4. Жаңа электродты электрод тесігімен туралау үшін күтудегі электродтың үстінен көтеріп, баяу құлаңыз;
5. Электродты дұрыс құлыптау үшін тиісті момент мәнін пайдаланыңыз; (3-суретті қараңыз)
6. Қысқыш ұстағышты дабыл сызығынан тыс орналастыру керек. (4-суретті қараңыз)
7. Тазалау кезеңінде электродты жұқа етіп жасау оңай және оның сынуына, буынның түсуіне, электрод шығынын арттыруға себеп болады, көміртегі құрамын арттыру үшін электродтарды қолданбаңыз.
8.Әр өндіруші пайдаланатын әртүрлі шикізатқа және өндіріс процесіне байланысты, әр өндірушінің электродтары мен буындарының физикалық және химиялық қасиеттері. Сондықтан пайдалану кезінде, жалпы жағдайларда, әртүрлі өндірушілер шығарған электродтар мен буындарды аралас қолданбаңыз.
Қатысты өнімдер
-

Қытайлық UHP графит электродтарын өндірушілер пеш...
Техникалық параметр Параметр бөлігі бірлігі RP 400мм(16”) Деректер Номиналды диаметр Электрод мм(дюйм) 400 Макс Диаметр мм 409 Мин Диаметр мм 403 Номиналды ұзындық мм 1600/1800 Максималды ұзындық мм 1700/1900 Мин Макс Ұзындығы/Тығыздығы мм 100 /см2 14-18 Ток өткізу қабілеті A 18000-23500 Меншікті кедергі Электрод мкм 7,5-8,5 Ниппель 5,8-6,5 Иілу күші электрод Мпа ≥8,5 Нипп...
-

Суға батқан электрлерге арналған графит көміртекті электродтар...
Техникалық параметр Параметр бөлігінің бірлігі RP 350мм(14") Деректер Номиналды диаметрі Электрод(E) мм(дюйм) 350(14) Макс Диаметр мм 358 Мин Диаметр мм 352 Номиналды ұзындық мм 1600/1800 Максималды ұзындық мм 1700/1900 мм50 /1700 Максималды ток тығыздығы KA/см2 14-18 Ток өткізу қабілеті A 13500-18000 Меншікті кедергі электрод (E) мкм 7,5-8,5 Ниппель (N) 5,8-6,5 Иілу күші электрод (E) ...
-

Графит электрод сынықтары көміртекті көтеру құралы ретінде...
Техникалық параметр Тармақ Меншіктілігі Нақты тығыздық FC SC Ash VM деректері ≤90μΩm ≥2,18g/cm3 ≥98,5% ≤0,05% ≤0,3% ≤0,5% Ескертпе 1. Ең көп сатылатын өлшем 0-20 мм, 0,5-20,0,5-40мм және т.б. 2. Біз клиенттердің талабы бойынша ұсақтауға және сүзуге болады. 3. Клиенттердің нақты талаптарына сәйкес үлкен мөлшер және тұрақты жеткізу қабілеті Графиттік электрод сынықтары Өнімділік сипаттамасы Өнімдер процесін қолдану...
-

Электр доғалық пеш графит электродтары HP550m...
Техникалық параметр Параметр бөлігі бөлігі HP 550мм(22”) Деректер Номиналды диаметрі Электрод мм(дюйм) 550 Макс Диаметр мм 562 Мин Диаметр мм 556 Номиналды ұзындық мм 1800/2400 Максималды ұзындық мм 1900/2500 Мин Ұзындығы/Тығыздығы мм 170/ см2 14-22 Ток өткізу қабілеті A 34000-53000 Меншікті кедергі электрод мкм 5,2-6,5 Ниппель 3,2-4,3 Иілу күші электрод Мпа ≥10,0 Ниппель ...
-

Қытайдағы графит электродтарын өндірушілер HP500...
Техникалық параметр Параметр бөлігінің бірлігі HP 500мм(20”) Деректер Номиналды диаметр Электрод мм(дюйм) 500 Макс Диаметр мм 511 Мин Диаметр мм 505 Номиналды ұзындық мм 1800/2400 Максималды ұзындық мм 1900/2500 Мин Ұзындығы/Тығыздығы мм 170/ см2 15-24 Ток өткізу сыйымдылығы A 30000-48000 Меншікті кедергі Электрод мкм 5,2-6,5 Ниппель 3,5-4,5 Иілу күші электрод Мпа ≥11,0 Ниппель...
-

Электролиздегі графит электродтары HP 450мм 18...
Техникалық параметр Параметр бөлігі бөлігі HP 450мм(18”) Деректер Номиналды диаметрі Электрод мм(дюйм) 450 Макс Диаметр мм 460 Мин Диаметр мм 454 Номиналды ұзындық мм 1800/2400 Максималды ұзындық мм 1900/2500 Мин Ұзындығы/Тығыздығы 2 KA 170/ см2 15-24 Ток өткізу сыйымдылығы A 25000-40000 Меншікті кедергі электрод мкм 5,2-6,5 Ниппель 3,5-4,5 Иілу күші электрод Мпа ≥11,0 Ниппель ...





